Système de Soudage Laser
CPL-10000- RW/GW Système de Soudage Laser Autogène pour Aciers de Moyenne Épaisseur
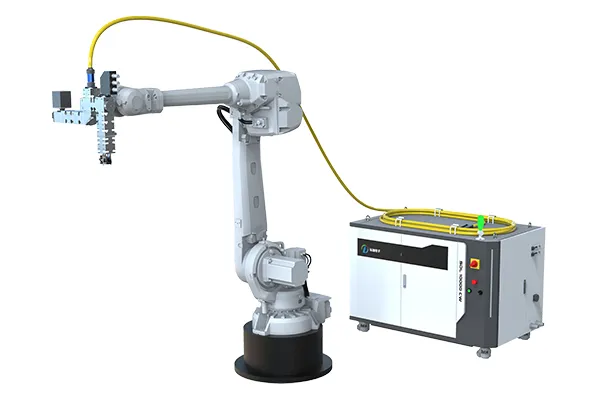
Système de soudage robotisé conçu pour le soudage autogène d’aciers fins à moyennement épais jusqu’à 20 mm.



Système de Soudage Laser
CPL-10000- RW/GW Système de Soudage Laser Autogène pour Aciers de Moyenne Épaisseur
Système de soudage robotisé conçu pour le soudage autogène d’aciers fins à moyennement épais jusqu’à 20 mm.
Le CPL 10000 RW/GW, système de soudage laser autogène pour aciers de moyenne épaisseur, repose sur un laser à fibre contrôlé par champ optique vectoriel complet de 10 kW. Il intègre un capteur de surveillance en soudage 5-en-1 et une plateforme de contrôle du soudage laser en temps réel. Grâce à un logiciel de soudage laser modulaire et configurable, le système gère des conditions de travail complexes et résout les principaux défis du soudage laser de plaques de moyenne épaisseur, tels que la tolérance d’alignement et les défauts de soudure. Il améliore la qualité des soudures, réduit efficacement les défauts courants (porosités, fissures, cavités d’amorçage) et augmente la résistance mécanique ainsi que la durée de vie en fatigue des assemblages.