Nous proposons des lasers à fibre et des solutions de soudage laser pour le soudage de l’aluminium moulé sous pression dans l’industrie automobile.
- Soudage laser à faisceau dynamique haute vitesse pour les alliages d’aluminium moulés sous pression
Le moulage sous pression est un procédé de coulée sous pression qui produit des pièces à haute précision et excellente finition de surface, largement utilisé pour les composants complexes dans l’automobile et l’aéronautique. Cependant, en raison du remplissage rapide du métal liquide et d’une évacuation des gaz limitée, les pièces moulées présentent souvent de la porosité, rendant le soudage difficile. Le soudage laser à faisceau dynamique haute vitesse s’impose comme une solution idéale pour les alliages d’aluminium moulés sous pression grâce à sa forte tolérance à la porosité, sa vitesse de traitement élevée et la qualité supérieure des soudures. - Assurer la qualité du brasage sous vide
L’aluminium a tendance à s’oxyder et à former en surface une couche d’oxyde d’aluminium à haut point de fusion, pouvant altérer la régularité du cordon et générer des défauts tels que des pores. Un nettoyage approfondi avant soudage est donc essentiel. Lors du brasage sous vide, la courbe de chauffage doit être ajustée en fonction de facteurs tels que la température élevée de brasage, la durée globale de chauffage, la consommation énergétique de l’équipement, ainsi que la taille, la géométrie et la méthode de chargement des pièces. La maîtrise de la qualité du brasage exige un contrôle strict de la conception du procédé, du nettoyage préalable, de l’assemblage et du suivi en cours de process. - Avantages du soudage par friction malaxage (FSW)
Le FSW est un procédé d’assemblage à l’état solide. Par rapport au soudage par fusion, il offre plusieurs bénéfices : coûts plus faibles, efficacité accrue, moins de défauts, contraintes résiduelles réduites, déformations limitées, meilleure stabilité dimensionnelle et aspect de cordon lisse et homogène. Le procédé est aussi plus économe en énergie et plus respectueux de l’environnement, avec des propriétés mécaniques proches de celles du matériau de base. Le FSW est largement utilisé pour le soudage des alliages de magnésium et, en particulier, des alliages d’aluminium.


La technologie de faisceau laser dynamique résout les défis du soudage de l’aluminium moulé sous pression
Le soudage laser, grâce à une source de chaleur concentrée, à un rapport profondeur/largeur élevé, à une déformation minimale et à la capacité de réaliser des cordons dans des géométries complexes, est largement utilisé pour les recouvrements multi-couches et les structures de haute précision. Pour l’aluminium moulé sous pression, plusieurs défis subsistent : exigences strictes de jeu d’assemblage, bain de fusion instable lié à la forte réflectivité et au bas point de fusion, ainsi que défauts de soudure dus à la porosité interne et aux agents de démoulage résiduels.
La technologie de faisceau dynamique réduit efficacement la porosité et améliore la qualité des soudures en brassant rapidement le bain de fusion, ce qui offre davantage de voies d’échappement aux bulles. Pour des matériaux comme l’aluminium et le cuivre, il est crucial de maintenir une cavité “keyhole” stable en soudage laser à pénétration profonde. Cette stabilité s’obtient en optimisant les paramètres laser (longueur d’onde, énergie d’impulsion, fréquence, vitesse d’avance, etc.) et en utilisant des techniques de modelage du faisceau.
Le balayage galvanométrique est couramment employé pour osciller rapidement le faisceau d’un laser à fibre monomode selon des motifs circulaires ou en « 8 », créant une tache oscillante à grande vitesse. Des actionneurs piézoélectriques peuvent être ajoutés au scanner galvanométrique pour fournir un troisième axe (Z), permettant d’osciller le point focal en profondeur.
Vous travaillez des pièces en aluminium moulé sous pression avec contraintes de porosité et jeux serrés ? Partagez l’alliage, l’épaisseur, le jeu d’assemblage et votre cadence cible ; nous vous proposerons une stratégie de faisceau dynamique (motif d’oscillation, paramètres laser, modelage du faisceau) adaptée à votre ligne de production.
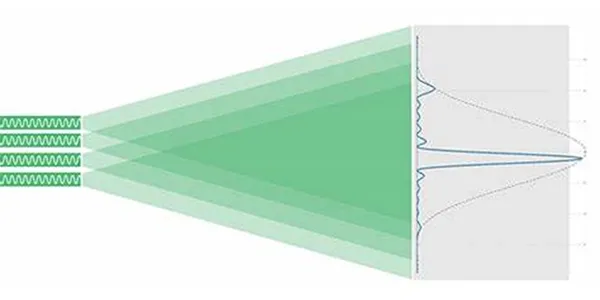
Un réseau phasé optique est une technologie de combinaison cohérente de faisceaux qui fusionne plusieurs faisceaux laser monomodes en un faisceau unique de plus grand diamètre. Des modulateurs de phase pilotent précisément la phase de chaque canal pour générer, au champ lointain, une figure d’interférence permettant un ajustement en temps réel de la forme du faisceau et de la répartition d’énergie. Par rapport aux méthodes classiques de pilotage de faisceau, les réseaux phasés offrent plus de flexibilité et une vitesse supérieure, avec des fréquences de modulation pouvant atteindre plusieurs centaines de mégahertz. Résultat : un contrôle stable de la cavité (keyhole) à très haute vitesse, améliorant nettement la stabilité du procédé et la qualité des soudures.
Autre atout majeur du modelage dynamique : la variation de la mise au point. En modulant l’interaction de phase, le faisceau peut non seulement être déplacé dans le plan XY, mais aussi ajuster son foyer en Z (direction verticale). C’est le principe du faisceau laser dynamique cohérent.
Soudage au faisceau laser dynamique pour l’industrie des plaques de refroidissement liquide
Les systèmes de refroidissement font circuler un fluide dans des canaux d’évacuation thermique afin d’absorber la chaleur de composants de puissance (par ex. IGBT) utilisés dans les véhicules électrifiés (E-Mobilité) ou les systèmes de transmission DC.
La demande en plaques de refroidissement liquide en aluminium moulé sous pression progresse, grâce à la possibilité de géométries de canaux complexes, à une grande rigidité et à la fonction de plaque de montage directe pour modules de batterie. Si le soudage par friction malaxage (FSW) est efficace et étanche, il reste limité par des contraintes de conception ; le soudage laser conventionnel est, lui, souvent confronté à la porosité. La technologie de faisceau laser dynamique cohérent lève ce verrou : elle réduit la porosité, stabilise la cavité “keyhole” à haute vitesse et offre une solution fiable pour le soudage des plaques de refroidissement liquide en aluminium moulé, ouvrant de nouvelles perspectives pour l’industrie du stockage d’énergie.
Vous développez des plaques de refroidissement pour batteries ou électroniques de puissance ? Partagez l’alliage, l’épaisseur, le design des canaux et vos exigences d’étanchéité ; CP Laser vous proposera un profil de faisceau dynamique (phasing, focalisation Z, motifs d’oscillation) et des paramètres de soudage adaptés à vos lignes de production.